製品紹介

世界とつながる
SOZAI
最先端の高機能素材と環境素材
世界中のさまざまなプロダクトやソリューションに、私たちの素材は使われています。
サステナブルな世界を目指す次世代型の製品、環境に配慮した製品など、私たちの力が明日へのイノベーションにつながっています。
エンジニアリングプラスチック
耐熱性などの面で優れた特性を持つプラスチックです。
自動車部品や電気・電子部品、機械部品などに採用されています。








バイロン®・ハードレン®
接着性・耐久性に優れた高分子量飽和ポリエステル樹脂、ポリオレフィン用接着付与剤など、豊富な製品ラインアップを用意しています。










光機能材料
水現像のできる感光性樹脂凸版材「プリンタイト®」、水現像と水性インキ耐性という相反する特性を両立させた、
世界初の本格的な感光性フレキソ版材「コスモライト®」といった独自製品を展開しています。







ファインケミカル
長年培ってきた基盤技術を生かし、多種のチオ化合物、アジド化合物、テトラゾール類、カルボジイミド類などを開発しています。



環境ソリューション装置
VOCを小風量・高濃度のガスに濃縮する装置や活性炭素繊維を用いたVOC回収装置などを展開。
濃縮装置は液晶・半導体、塗料・印刷分野で、回収装置は製膜・コンバーター、化学などの分野で導入実績があります。







アクア膜
海水を淡水に変える中空糸型逆浸透(RO)膜のほか、濃縮海水や工場排水をさらに高濃縮できるBC膜、
RO膜より低い操作圧力で膜分離が可能なFO膜など、多様な分離膜・モジュールを用意しています。





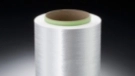
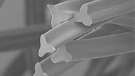
高機能ファイバー
「イザナス®」「ツヌーガ®」「ザイロン®」といった、タイプの異なる3つのスーパー繊維製品を展開し、くらしを支える様々な分野で採用されています。


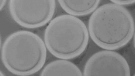
ブレスエアー®
ゴム弾性をもつポリエーテルエステルエラストマー繊維が、多くのループを描きながら三次元方向につながった構造体。
寝装具や新幹線の座席シートなど、ウレタンフォーム代替のクッション材として認知が広がっています。

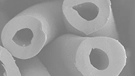
エステル短繊維
芯にポリエステル、鞘にポリエチレンを使用した複合繊維「東洋紡エステル®」(ポリエステル単成分もあり)をはじめ、高機能な短繊維製品を扱っています。
東洋紡エステルは、オムツ、生理用ナプキンなどの衛生材料用の不織布原料として採用されています。

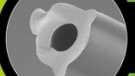



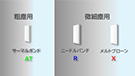
生活資材
高温用バグフィルターのろ布素材に使用されている高機能な繊維製品を取り扱っています。
耐熱性や耐薬品性、集塵性能に優れた独自の製品ラインアップです。



AC材料
静電気力によって塵埃を捕集する除塵フィルターのほか、活性炭を用いた脱臭フィルター、
除塵・脱臭機能を併せ持つフィルターを取り揃えています